Los Controles Preventivos de Proceso constituyen la parte de la Plan de Inocuidad Alimentaria que se concentra en los controles requeridos en los pasos del proceso que son críticos para la inocuidad del alimento. Los controles preventivos de proceso documentar los parámetros y los valores máximos o mínimos (p. ej., límites críticos) asociados con el control, los procedimientos de monitoreo, los procedimientos de acciones correctivas y la validación de que el proceso controla el peligro. Los requisitos para los controles preventivos de proceso dependen del rol que juega el control del proceso en el sistema de Inocuidad Alimentaria.
Vínculo del Control Preventivo de Proceso con el Análisis de Peligros
Los controles preventivos de proceso incluyen parámetros y generalmente límites (valores máximos o mínimos) asociados con el control de un peligro. Estos valores basados en la ciencia son muy específicos y se conocen comúnmente como límites críticos. Se aplican en los pasos de procesamiento que frecuentemente se conocen como Puntos Críticos de Control (PCC). Un PCC es “un punto, paso o procedimiento de un proceso relacionado con alimentos en el que se puede aplicar un control y que es esencial para prevenir o eliminar un peligro para la Inocuidad Alimentaria o reducir tal peligro a un nivel aceptable”. Una vez que se identifique un control preventivo de proceso, tal como un PCC, para un peligro específico, se deben establecer los parámetros y los valores que se pueden utilizar para controlar el peligro. Recuerde que los requisitos de los controles preventivos de proceso dependen del rol que desempeña el control de proceso en el sistema de Inocuidad Alimentaria.
Se puede utilizar una variedad de formatos para documentar esta información. Recomendamos utilizar el formato mostrado, que incluye información que se debe documentar en el Plan de Inocuidad Alimentaria.
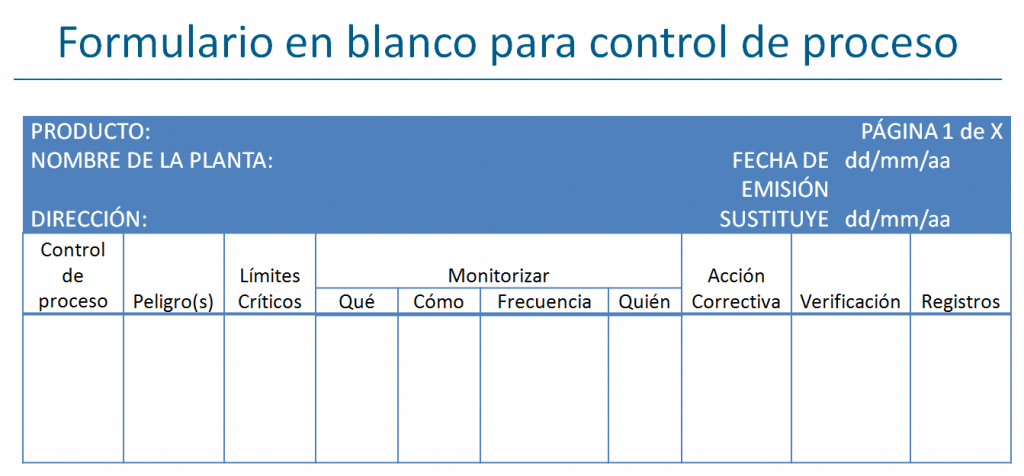
Los pasos identificados que necesitan de un control preventivo de proceso, incluidos los PCC, junto con los peligros que requieren de un control preventivo, son trasladados por el equipo de inocuidad alimentaria del Formulario de Análisis de Peligros a la primera y segunda columnas del Formulario de Controles de Proceso. A este formulario se le puede llamar Formato HACCP, si se desea. El equipo de inocuidad alimentaria luego enumera los parámetros y los límites críticos (los valores mínimos o máximos asociados con los parámetros) para los controles de cada peligro, todos los elementos de monitoreo, las acciones correctivas que se deben tomar cuando ocurren desviaciones de los límites críticos, los procedimientos y registros de verificación en las columnas siguientes.
Parámetros y Valores, tales como Límites Críticos
Por razones de simplicidad, en el esto de esta explicación se utiliza el término “límite crítico”, en vez de “valores mínimos o máximos asociados con los parámetros para controlar el peligro”. Los Límites Críticos juegan un papel importante en un programa de controles preventivos. Si existe un peligro, es importante conocer los valores de los parámetros que se deben cumplir para controlar ese peligro. La forma de establecer límites críticos debe estar basada en la ciencia para que ayuden a garantizar el control del proceso.
Las fuentes de información sobre límites están disponibles de varias fuentes.

Durante la producción puede que convenga fijar “límites de operación” más conservadores (p. ej., temperaturas mayores o menores que las necesarias para la inocuidad) para minimizar la posibilidad de que no se respete un límite crítico y estos se pueden fijar para cumplir con las normas de calidad.
Para la mayoría de los controles preventivos relacionados con el proceso, se pueden identificar parámetros medibles, cuyos valores establecidos se llaman límites críticos. Se debe respetar el límite crítico en el control del proceso (o PCC) para minimizar significativamente o prevenir el peligro que requiera de un control preventivo. Si no se respeta el límite crítico, el paso cae fuera de control (es decir, ocurre una desviación) y existe la posibilidad de elaborar un producto que presente un riesgo de salud a los consumidores.
Entre los ejemplos de parámetros que pueden tener límites críticos identificados se encuentran el tiempo, la temperatura, la tasa de flujo, la velocidad de la línea, la profundidad, el espesor de la capa del producto, el peso, la viscosidad, el nivel de humedad, la actividad acuosa, la concentración de sales, el pH y otros, dependiendo del proceso.
Varias fuentes de información científica y técnica pueden servir para establecer los límites críticos. La FDA y otras entidades del Gobierno pueden ofrecer información por medio de su personal técnico, reglamentos, directrices, guías, estándares de desempeño, tolerancias y niveles de acción. Asociaciones gremiales, autoridades de procesos, científicos de la industria, de universidades y de extensión y consultores pueden brindar conocimientos especializados y directrices. Se pueden conducir estudios científicos para productos específicos dentro de la empresa, en un laboratorio contratado o en una universidad.
También se puede obtener información en las publicaciones científicas arbitradas. Tenga cuidado al aplicar la información tomada de estas fuentes de límites críticos para un producto y proceso específicos. Puede que haya diferencias importantes entre los métodos utilizados en un estudio publicado y los empleados para el producto y proceso bajo consideración. Quizá los límites críticos tengan que ajustarse para tomar en cuenta esas diferencias. Por ejemplo, los mayores niveles de grasa pueden tener un efecto protector sobre los microbios durante un tratamiento térmico destinado a eliminarlos, lo que puede exigir una mayor temperatura o un tiempo más prolongado para alcanzar el mismo nivel de inactivación, en comparación con un producto con un menor contenido de grasa.
Debido a las posibles repercusiones sobre la inocuidad, es esencial respetar los límites críticos en un PCC para la inocuidad del producto.
A causa de ello, es importante que el límite crítico pueda ser alcanzado por el proceso. Generalmente un límite crítico se expresa como parámetro igual o superior (o inferior) a un valor crítico y no al valor específico en sí. Por ejemplo, el equipo de procesamiento no podría fácilmente mantener el valor exacto de 71 °C, de manera que el límite crítico se fijaría en ≥71 °C. Esto permite alcanzar el PCC y da la opción de sobrepasarlo, digamos, para ser más conservador o para operar a un límite superior de procesamiento.
Muchas veces se pueden aplicar diferentes opciones como límites críticos para controlar un peligro específico. El equipo de inocuidad alimentaria decide cuál es la mejor opción para el PCC particular, tomando en cuenta consideraciones prácticas, tales como las capacidades del proceso en cuestión, cómo se pueden efectuar las mediciones, las capacidades del personal y otros factores apropiados.
Hay muchos tipos diferentes de límites críticos. Deben ser específicos del PCC y del peligro que se está controlando. Quizá los límites críticos para peligros relacionados con ingredientes tengan que ser diferentes de los asociados con procesos. Cada PCC debe tener un límite crítico (o más) para cada peligro de inocuidad alimentaria. Un límite crítico eficaz define lo que se puede medir u observar para demostrar que el peligro está siendo controlado en ese PCC. Por ejemplo, tanto las mediciones de tiempo como las de temperatura pueden ser elementos de un límite crítico para eliminar peligros a la inocuidad alimentaria, tales como patógenos en un paso de cocción.
Las instalaciones pueden contar con diferentes opciones para controlar un peligro particular. La selección de la mejor opción de control y los mejores límites críticos suele ser determinada por los aspectos prácticos y por la experiencia. Los límites críticos pueden involucrar una cantidad de parámetros, tales como tiempo, temperatura, flujo de aire, peso o espesor del producto y similares, dependiendo de la naturaleza del producto y del proceso. Algunas instalaciones pueden optar por utilizar un mayor flujo de aire y un menor espesor en el ejemplo del producto secado para alcanzar con más rapidez el punto final. Estos parámetros se deben determinar producto por producto y deben tomar en cuenta el rol que juega el control en el sistema de inocuidad alimentaria.
Opciones de Límites Críticos
Excepto en circunstancias limitadas (p. ej., el producto es un líquido, tal como leche en una tubería o un producto líquido constantemente mezclado), raras veces es práctico monitorear continuamente la temperatura de cada producto alimenticio individual en una línea de procesamiento para garantizar que cumple con un límite crítico. Como alternativa, se establecerán las condiciones necesarias para garantizar que el proceso de cocción alcance la temperatura y el tiempo mínimos para el producto. Se debe llevar a cabo un estudio científico (validación) para asegurarse de que al controlar estos factores a los límites críticos especificados siempre se logra una temperatura interna del producto que destruye los patógenos de interés. Por lo general esta opción brinda una mejor garantía y puede ser más fácil de llevar a cabo que la opción anterior, aunque en este paso se deba monitorear más parámetros.
Monitoreo del Límite Crítico.
El Monitoreo es un componente de la gestión de controles preventivos que se aplica no solo a los controles preventivos de proceso, sino también a los controles preventivos de alérgenos y saneamiento, como sea adecuados para el control y su rol en el sistema de inocuidad alimentaria de la instalación.
El monitoreo implica seleccionar las medidas adecuadas o las observaciones a una frecuencia especificada para que brinden información, con el fin de evaluar si una medida de control está funcionando según el plan.
El propósito del monitoreo es documentar que se han alcanzado los valores mínimos o máximos de un parámetro, tales como un límite crítico, a fin de garantizar que se ha controlado el peligro para la inocuidad alimentaria. El monitoreo también proporciona datos para documentar que los productos se elaboraron de conformidad con el Plan de Inocuidad Alimentaria. Es importante que los procedimientos de monitoreo sean específicos para el parámetro identificado en el Plan de Inocuidad Alimentaria. Cuando el monitoreo muestra que no se alcanzan los valores mínimos o máximos de un parámetro, tales como un límite crítico, se deben tomar acciones correctivas.
El monitoreo requiere de cuatro elementos:
1) qué medidas u observaciones se utilizarán para monitorear,
2) cómo realizar el monitoreo,
3) qué frecuencia se utilizará para el monitoreo y
4) quién se encargará del monitoreo.

El monitoreo de los controles preventivos de proceso depende de la índole del control y del rol que juega en el sistema de inocuidad alimentaria de la instalación. Puede implicar medir una característica del producto o proceso para determinar si se alcanza un límite crítico.
Entre los ejemplos de medidas de monitoreo se podrían encontrar:
La temperatura de almacenamiento en frío, cuando la temperatura de la unidad de refrigeración es el parámetro para el cual se ha establecido un límite crítico.
La velocidad de la línea y la temperatura del aparato de cocción, cuando el tiempo y la temperatura de cocción son parámetros para los cuales se han establecido límites críticos.
El pH que resulta al agregar un ingrediente acidificante, cuando el pH es un parámetro para el cual se ha establecido un límite crítico.
Los parámetros del proceso, tales como la velocidad de la línea, el caudal, la profundidad de la capa o elementos semejantes, si se han establecido durante la validación como parámetros críticos para controlar el peligro.
La observación para saber si está encendido el detector de metales, cuando el metal es un peligro de interés.
La comprobación de que esté instalada la barra calibradora que controla el espesor rechazando las unidades de mayor tamaño, si el espesor es un parámetro importante para la penetración del calor.

Se pueden utilizar diferentes métodos para monitorear los límites críticos, dependiendo de la índole del control. Estos métodos tienen que ser en tiempo real y exactos. También deben considerar si hay ubicaciones en las que ocurre el “peor escenario”, tales como zonas frías que se deben monitorear. Si está utilizando instrumentos de monitoreo de manera equivocada o en la ubicación errónea, probablemente no se alcance el objetivo del monitoreo.
Usar instrumentos calibrados para medir un parámetro de límite crítico es una forma eficaz de conducir el monitoreo. Entre los instrumentos de monitoreo se podrían incluir termómetros, medidores de pH, medidores de la actividad acuosa, registradores de datos, etc.
Los métodos de monitoreo también pueden implicar la comprobación visual de lo que se está monitorizando. Cuando se emplea la observación visual, debe verse claro si un límite crítico se ha violado o no.
El monitoreo se debe diseñar para que proporcione resultados rápidos en tiempo real. Algunos métodos de laboratorio son relativamente rápidos y se pueden utilizar para tomar decisiones. Por ejemplo, las mediciones del pH son útiles para monitorear los procesos de fermentación. Las mediciones de viscosidad pueden
servir en procesos que requieran de características específicas de flujo para un tratamiento térmico eficaz. Las mediciones de grados Brix, contenido de humedad, actividad acuosa, mediciones de concentración antimicrobiana y otros tipos de pruebas pueden tener su aplicación en un Plan de Inocuidad Alimentaria. Sin embargo, las pruebas analíticas prolongadas (tales como muchos exámenes
microbiológicos) no son convenientes para el monitoreo rutinario porque las fallos en los límites críticos deben detectarse con rapidez y se debe aplicar una acción correctiva adecuada antes de expedir un producto.
Cuando se pueda, se deben utilizar procedimientos continuos de medición. Los procedimientos continuos de medición suelen ser llevados a cabo por un instrumento que produce un registro continuo.
Estos registros pueden ser registros afirmativos que demuestran que la temperatura está controlada o bien “registros de excepción” que demuestran la pérdida de control de la temperatura. El registro debe ser comprobado periódicamente por un individuo para asegurarse de que se está alcanzando el límite crítico. El tiempo transcurrido entre las comprobaciones afecta directamente la cantidad de productos
reprocesados o la pérdida de productos que puede ocurrir cuando se encuentra una desviación con respecto a un límite crítico. Entre los ejemplos de medición continuo se podrían encontrar:
Los datos de tiempo y temperatura para un proceso de pasteurización en lotes, que pueden monitorearse y registrarse continuamente en un gráfico registrador de temperaturas.
La temperatura de un refrigerador de almacenamiento, que puede monitorearse y registrarse “continuamente” con un instrumento a un intervalo predeterminado.
Un detector de metales en buen funcionamiento que monitorea automáticamente todo el producto que pasa por él.
El potencial de oxidación/reducción (redox) que es registrado continuamente por una sonda automatizada calibrada en un canalón para hortalizas.
El funcionamiento apropiado y los registros automatizados generados, si los hubiese, para cada uno de estos tipos de sistemas deben ser monitoreados o verificados, según corresponda (véanse “registros de excepción” abajo) por un individuo de manera periódica para documentar que el sistema está operando tal como se especifica en el Plan de Inocuidad Alimentaria.
En muchas situaciones no son factibles los sistemas de monitoreo continuo porque no existe la tecnología, el costo es prohibitivo o por otras razones. Con todo, siempre es necesario establecer un intervalo de monitoreo que garantice que se cumplan los límites críticos. La frecuencia de un monitoreo discontinuo (periódico) podría ser influenciada por los conocimientos históricos sobre el producto y el proceso.
Las preguntas que podrían ayudar a determinar la frecuencia incluyen:
¿Cuánto varía el proceso normalmente (p. ej., cuán consistentes son los datos)? Si los datos de monitoreo muestran muchísima variación, el tiempo transcurrido entre las comprobaciones de monitoreo debe ser corto.
¿Cuánto se aproximan los valores normales de operación al límite crítico? Si los valores normales están cerca del límite crítico, el tiempo transcurrido entre las comprobaciones de monitoreo debe ser corto.
¿Cuánto producto está en riesgo si se sobrepasa el límite crítico? Si una gran cantidad de producto está en riesgo y no se puede reelaborar, por ejemplo, puede que sea prudente hacer un monitoreo más frecuente.
Entre los ejemplos de monitoreo discontinuo se encuentran:
Comprobaciones de la temperatura de la masa en una línea de panificación a intervalos especificados, si no es factible un sistema de monitoreo continuo.
Mediciones de la actividad acuosa para operaciones con procesos en lotes.
Niveles químicos antimicrobianos en un canalón para hortalizas, cuando no se dispone de sistemas automatizados de monitoreo.
LOS REGISTROS DE EXCEPCIÓN
Los registros de excepción implican sistemas automatizados destinados a alertar a los operarios y la gerencia únicamente cuando se observa una desviación (en otras palabras, una excepción) con respecto al requisito. Los informes automatizados de excepción pueden ser más eficientes que los llevados a cabo por los operarios, pues permiten una frecuencia mayor de muestreo (a menudo continua) y la reducción del error humano. Por ejemplo, el control de la temperatura de refrigeración puede notificar cuando hay una excepción (p. ej., alarma de temperatura elevada) y puede únicamente registrar la temperatura que exceda la temperatura especificada.
Tales sistemas deben validarse y verificarse periódicamente para asegurarse de que funcionan de forma adecuada. Con estos sistemas quizá no siempre sean necesarios los registros de monitoreo, cuando se conduce la validación y la verificación periódica para asegurarse de que el sistema está funcionando adecuadamente. Por consiguiente, los registros de la temperatura de refrigeración durante el almacenamiento de alimentos que requieren control de tiempo/temperatura para minimizar significativamente o prevenir el crecimiento de patógenos o su producción de toxinas pueden ser registros afirmativos que demuestren que la temperatura está controlada (p. ej., un registrador gráfico) o registros de excepción que demuestren la pérdida del control de temperatura (p. ej., un sistema de alarma que registre cuándo ocurre una desviación). Si una instalación utiliza “registros de excepción”, la instalación debe contar con evidencia de que el sistema está funcionando según lo previsto,tal como contar con un registro de que el sistema ha sido sometido a reto aumentando la temperatura hasta el punto en que se genere un “registro de excepción”. Los registros de excepción también pueden ser adecuados en circunstancias diferentes del monitoreo de temperaturas de refrigeración, tal como el monitoreo de materias extrañas con rayos X, que registre únicamente cuando el sistema detecte materias extrañas. Se requiere validación.
Los individuos asignados a las actividades de monitoreo de controles preventivos deben recibir capacitación adecuada para la tarea. Estos pueden ser:
Personal de línea
Operarios de equipo
Supervisores
Personal de mantenimiento
Personal de aseguramiento de calidad
El monitoreo efectuado por el personal de línea y los operarios de equipos puede tener sus ventajas porque ellos observan constantemente el producto o el equipo. La inclusión de trabajadores de producción en las actividades de inocuidad alimentaria ayuda a formar una amplia base de conocimientos y compromiso con el programa de controles preventivos.
Los deberes del monitor le deben exigir responder y reportar inmediatamente todas las desviaciones con respecto a los límites críticos, según sea necesario, para garantizar que se efectúen ajustes y acciones correctivas en el proceso de manera oportuna. La respuesta rápida cuando no se respetan los límites operacionales puede evitar desviaciones de los límites críticos. Todos los registros y documentos asociados con el monitoreo de controles preventivos (incluidos los PCC), entre ellos las acciones correctivas, deben ser firmados o inicializados por la persona que lleva a cabo la actividad y también indicar la fecha y la hora en que se dio la actividad, si fuera del caso.
El personal apropiadamente capacitado (“calificado”) debe llevar a cabo el monitoreo exigido por el plan. Los Formularios de Controles de Proceso deben especificar “quién” (p. ej., el puesto) lleva a cabo el monitoreo. Aunque esto se le puede asignar a un supervisor, asegúrese de que el hacerlo sea realista para la instalación. Por ejemplo, a veces se llama a los supervisores para otras actividades,
tales como acompañar a un inspector durante una visita de inspección. No es realista esperar que una persona acompañe a un inspector y al mismo tiempo lleve a cabo las actividades de monitoreo.
Es preferible explicar detalladamente la importancia de los procedimientos de monitoreo a un operario responsable de la línea para que pueda mantener los registros y hasta tomar las acciones inmediatas necesarias cuando ocurra una desviación. Por ejemplo, un operario que está en una línea de envasado final puede estar capacitado para actividades de monitoreo con un detector de metales.
El individuo puede investigar los rechazos (producto desplazado) del detector para determinar la causa, documentar los hallazgos, hacer comprobaciones de calibración, etc., sin que participen directamente los supervisores. Esta persona podría incluso detener la línea si se identifican problemas y luego informar a los supervisores para que hagan una investigación más a profundidad.
Los individuos asignados a las actividades de monitoreo de controles preventivos también deben recibir capacitación sobre inocuidad Los miembros del personal de monitoreo (individuos calificados) no tienen que ser “individuos calificados en controles preventivos”, pero deben recibir la capacitación en inocuidad de alimentos exigida por la regulación y ser capacitados para llevar a cabo su tarea asignada.
ACCIONES CORRECTIVAS Y CORRECCIONES
Cuando algo sale mal, se deben llevar a cabo acciones correctivas o correcciones, dependiendo del peligro y la índole del control preventivo. Los requerimientos varían para los controles preventivos de proceso, de alérgenos alimentarios, de saneamiento y de los programas de cadena de proveedores (suministro). Las desviaciones con respecto a los controles preventivos de proceso suelen requerir acciones correctivas, por lo que las acciones correctivas se cubren en este capítulo, incluida la información básica para llevar registros.
Las acciones correctivas y las correcciones son componentes de la gestión de controles preventivos. Las acciones correctivas son procedimientos que se deben seguir si no se implementan adecuadamente los controles preventivos e implican documentar las acciones específicas que se tomen. Se aplican correcciones cuando se actúa oportunamente para identificar y corregir un problema menor y aislado que no afecta directamente la inocuidad del producto, tal como identificar una superficie de contacto con el alimento que no fue adecuadamente limpiada y volverla a limpiar antes de la producción.
Muchos descuidos en los controles preventivos de saneamiento se pueden manejar eficazmente con el uso de correcciones. Por el contrario, muchas fallas de controles preventivos de proceso requieren de procedimientos de acciones correctivas.
Un Plan de Inocuidad Alimentaria debe diseñarse para garantizar que las desviaciones con respecto a los límites críticos se identifiquen y corrijan rápidamente. Cuando ocurre una desviación, es posible que se haya elaborado un producto que no sea inocuo. Las medidas tomadas deben ser apropiadas a la naturaleza del peligro y del control preventivo. Por eso, en algunos casos, puede que usted identifique y corrija un problema menor y aislado que no afecte directamente la inocuidad del producto, en cuyo caso puede ser adecuado que se hagan correcciones.
Los procedimientos de acciones correctivas deben describir los pasos que deben darse para ocuparse de los puntos arriba mencionados. El primer requisito consiste en tomar las acciones apropiadas para identificar y corregir el problema en la implementación de un control preventivo. Este podría ser el incumplimiento de un límite crítico o un procedimiento de verificación que indique un problema. También pueden requerirse acciones correctivas para ciertos procedimientos de verificación, tales como detección de patógenos. Asimismo, se debe restaurar el control del proceso. Facultar a los empleados para que detengan la línea cuando observen una desviación del proceso puede mejorar la Inocuidad y minimizar la cantidad de productos que quedarán sujetos a revisión. Esto requiere de capacitación y confianza, pero puede ser muy útil para fomentar una cultura de mentalidad de inocuidad alimentaria. Las acciones correctivas previamente determinadas en su Plan de Inocuidad Alimentaria sirven de guía “de instrucciones” que describen los pasos que se deben dar cuando un control preventivo no se implementa de forma apropiada (p. ej., ocurre una desviación con respecto al límite crítico).
El segundo requerimiento consiste en tomar acciones que reduzcan la probabilidad de que vuelva a ocurrir el problema, si caben. Puede ser útil efectuar un análisis de causa‐raíz para determinar cómo se puede impedir la recurrencia. Los ejemplos de acciones correctivas pueden implicar la reparación de equipo, la capacitación de empleados y la evaluación global del proceso para efectuar mejoras. A veces esto
puede ser un simple reajuste del proceso, pero en ocasiones se requiere un proceso alterno. Los procesos alternos se deben validar en cuanto a su eficacia.
El tercer requisito es evaluar todos los alimentos afectados, en lo concerniente a su inocuidad. El producto implicado debe segregarse y evaluarse para determinar si existe un peligro para la inocuidad alimentaria. Puede o no que se necesiten pruebas del producto, dependiendo de la naturaleza del peligro y del proceso.
El cuarto requisito consiste en impedir que todos los alimentos afectados entren en el comercio, a menos que usted pueda asegurarse de que los alimentos afectados no están adulterados (sección 402 de la Ley Federal de Alimentos, Medicamentos y Cosméticos) o mal etiquetados con respecto a los alérgenos (sección 403(w) de la Ley Federal de Alimentos, Medicamentos y Cosméticos). Es mejor ser cauteloso, pero no siempre es necesario destruir el producto. Si existe un peligro, el producto afectado puede ser reprocesado o dispuesto de tal manera que se garantice que no ocasione enfermedad entre los consumidores.
En algunas situaciones se puede haber validado un proceso alterno para controlar eficazmente el peligro. Si eso es lo que sucede, tal proceso se puede implementar como acción correctiva. Por ejemplo, si una temperatura desciende por debajo del límite crítico, se puede aplicar un proceso alterno que implique un tiempo más prolongado a una temperatura menor, siempre que haya sido validado.
Quizá se requieran reparaciones del equipo, así como nueva capacitación de los empleados sobre los procedimientos adecuados. En algunas situaciones puede que se tenga que evaluar toda la operación para asegurarse de que el producto se pueda elaborar bajo condiciones esenciales para la inocuidad del producto.
Con respecto a las acciones correctivas asociadas con el producto, es esencial retenerlo, aunque sea por poco tiempo, cuando ocurre una desviación en un PCC y el producto se ha elaborado. Este debe ser evaluado para determinar el posible riesgo antes de tomar la decisión de liberarlo, reprocesarlo o destruirlo. Esto puede incluir desviar el producto hacia un uso diferente en donde el peligro no sea un problema, tal como usarlo de ingrediente que se someterá a un procesamiento ulterior o bien desviarlo para convertirlo en alimento de animales. Se deben seguir los reglamentos apropiados.
Aunque tal vez no sea posible prever todas las desviaciones que pudieran ocurrir, las acciones correctivas deben tomarse y documentarse aunque ocurra una situación imprevista (no anticipada). Las circunstancias que se consideran “problemas imprevistos o no anticipados” incluyen:
Un control preventivo no se implementó adecuadamente y no se ha establecido un procedimiento de acción correctiva; Se descubre que un control preventivo, una combinación de controles preventivos o el Plan de Inocuidad Alimentaria, en su conjunto, es ineficaz, por ejemplo, cuando las actividades de verificación detectan un patógeno en un producto RTE.
Una revisión a los registros revela que no estaban completos, que no se condujeron actividades de acuerdo con el Plan de Inocuidad Alimentaria o que no se tomaron las decisiones adecuadas sobre acciones correctivas.
En tales casos, además de tomar las acciones correctivas ya descritas, se debe reanalizar el Plan de Inocuidad Alimentaria (o la porción pertinente del plan) para determinar si hay que modificarlo.
Igual que con otros productos sujetos a una desviación, se necesita hacer una evaluación adecuada y comprensiva de la inocuidad para determinar la disposición del producto. Las decisiones relacionadas con la disposición del producto afectado deben basarse en una evidencia sólida. Esta evidencia se debe documentar para respaldar la decisión. Igual que otras acciones correctivas, si el producto se rechaza o se destruye, el procesador debe documentar que esto se ha hecho.
Ya sea que la acción correctiva sea planificada o imprevista (no anticipada), un individuo calificado en controles preventivos debe conducir o supervisar la revisión de los registros para determinar lo apropiado de las acciones correctivas. No toda empresa tiene en su personal a un experto que pueda evaluar la inocuidad de los productos involucrados en una desviación. Tal vez sea necesario identificar recursos adicionales que puedan ayudar con las evaluaciones de inocuidad del producto.
Primero, los registros deben documentar las acciones tomadas para identificar y corregir el problema en la implementación del control preventivo, a fin de reducir la probabilidad de que el problema vuelva a ocurrir. En este requisito se incluye un registro de las acciones tomadas para arreglar el problema que causó la desviación y restaurar el control del proceso. La evaluación de los registros históricos de acciones correctivas puede ayudar a identificar problemas recurrentes. Cuando las desviaciones con respecto a los límites críticos vuelven a ocurrir con frecuencia, quizá se tenga que volver a analizar y modificar el proceso y el Plan de Inocuidad Alimentaria puede necesitar una reevaluación y modificación. Puede necesitarse un proceso formal para manejar cambios importantes que se deben implementar. Esto puede incluir la reemisión de formularios, la nueva capacitación de empleados, la introducción paulatina de cambios, la gestión de la información en la etiqueta, la información a los proveedores y otras tareas, dependiendo de la índole del cambio.
Segundo, los registros deben documentar cómo se evaluó la inocuidad de todos los alimentos afectados. Puede que se requiera de pericia técnica específica para esta evaluación, dependiendo de la índole de la desviación.
Tercero, los registros deben reflejar que ninguno de los alimentos afectados por una desviación en el proceso entró en el comercio hasta que se determinó que eran inocuos. Esto incluye identificar la cantidad de producto involucrado en la desviación, así como los registros que documentan la disposición del producto.
En algunas situaciones, las actividades de acciones correctivas pueden tener lugar en un breve periodo. En otras situaciones más complicadas, las actividades de acciones correctivas pueden ocurrir durante varios días o posiblemente más tiempo (p. ej., proyectos de mejoras de capital). Es importante contar con un registro exacto de todas las acciones correctivas para proteger tanto al público como al producto. Por ejemplo, el no presentar una explicación adecuada de cuándo comenzó y terminó el incidente puede llevar a un retiro extendido del mercado que afecta una cantidad sustancial de productos.
Límites Operativos y Límites Críticos
El uso de un límite operativo permite detectar un posible problema antes de violar un límite crítico porque el valor del parámetro suele ser más estricto (o conservador) que el límite crítico. No deben confundirse los límites operacionales con los límites críticos. Los límites operacionales se establecen para que se alcance el límite crítico antes del límite de operación. El proceso se puede ajustar cuando no se alcance el límite operacional, lo que evita que se viole el límite crítico. Estas medidas se llaman “ajustes de proceso”. Un procesador puede utilizar estos ajustes para evitar una pérdida de control que conduzca a una desviación y a la necesidad de tomar una acción correctiva. Detectar tempranamente una tendencia a la pérdida de control y tomar acciones al respecto puede salvar producto de tener que ser reprocesado o, aún peor, destruido.
Se pueden seleccionar límites operacionales por diversas razones:
Por razones de calidad: por ejemplo, las temperaturas finales más elevadas que las necesarias para matar patógenos pueden realzar el sabor o el desarrollo de la estructura o pueden ser necesarias para controlar organismos que ocasionan la descomposición. Los alimentos acidificados no perecederos constituyen un ejemplo de un proceso en el que se utilizan límites operacionales porque los tiempos y las temperaturas requeridas para alcanzar la esterilidad comercial suelen exceder los necesarios para destruir los patógenos que pudieran estar presentes.
Para no desviarse de un límite crítico: por ejemplo, un producto que debe acidificarse a un pH de 4.6 por razones de inocuidad puede tener un límite operacional más estricto de 4.4 para reducir la probabilidad de exceder el límite crítico.
Para tomar en cuenta la variabilidad normal: por ejemplo, una freidora con una variabilidad de 2.8 °C debe fijarse al menos 2.8 °C por encima del límite crítico para no violarlo.
El ejemplo de arriba ilustra dos puntos importantes:

1) Límites operacionales y ajustes de proceso y
2) Límites críticos y acciones correctivas.
En este ejemplo de un proceso de cocción, se establece un límite crítico en 74 °C y es claro que la temperatura cayó por debajo de ese límite. Haber fijado un límite operacional por encima del límite crítico, en este ejemplo a 75 °C, pudo haber alertado al personal de línea a que realizara un ajuste del proceso con el fin de regresar la temperatura de cocción a un punto por encima del límite operacional. Si se hace un ajuste antes de que la temperatura caiga por debajo del límite crítico, no se requiere ningún registro de acción correctiva. Sin embargo, en este ejemplo, el ajuste no se hizo sino hasta después que la temperatura cayó por debajo del límite crítico de 74 °C, por lo que se deben tomar las acciones correctivas adecuadas y redactar un informe de acciones correctivas para incluirlo en los registros de controles preventivos.
Y si tienes dudas del contenido presente en esta web, estamos a tu disposición a través de nuestro email (formacion@pcqia.com),o deja los comentarios que creas convenientes más abajo.